Single Stage Centrifugal Water Pump for Cooling Tower

Product Introduction
The centrifugal water pump designed specifically for cooling tower applications is a non-self-priming, single-stage, single-suction horizontal centrifugal pump. Its direct coupling structure allows for a seamless connection between the pump and the motor, eliminating the need for additional supports and ensuring a compact installation. This design not only saves space but also enhances the overall reliability of the system.
Engineered with advanced hydraulic modeling, the single stage centrifugal pump body and impeller are optimized for superior performance. The multi-channel design of the flow passage improves the pump’s suction capabilities, ensuring efficient water intake even under varying operational conditions. This innovative design also significantly enhances the pump’s efficiency, making it an ideal choice for applications where energy consumption is a critical factor. Additionally, Purity centrifugal water pumps have strong anti-corrosion properties, which helps prevent damage caused by acid and alkaline liquids, thereby maintaining consistent operation and a long service life of anti-corrosive coating centrifugal pump.
The electric motor that powers this centrifugal water pump boasts a protection rating of IP66, ensuring that it is well-equipped to handle the challenging environments typical of cooling tower installations. This rating guarantees that the motor is fully protected against dust and can withstand powerful water jets, providing peace of mind in both indoor and outdoor applications. The multi-angle, multi-directional rain and dust protection further enhances the pump’s durability, making it suitable for various weather conditions.
In cooling tower applications, maintaining a stable water flow is crucial for efficient operation. This single stage centrifugal pump is designed to handle large volumes of water, making it ideal for cooling processes in industrial settings, power plants, and HVAC systems. Its robust construction and reliable performance make it a trusted choice for engineers and facility managers looking to optimize cooling efficiency.
Overall, this centrifugal water pump for cooling towers combines advanced design features with robust construction to deliver reliable performance. Its high efficiency, excellent suction capabilities, and strong protection against environmental factors make it an outstanding option for any cooling system.All suggestions are welcome!
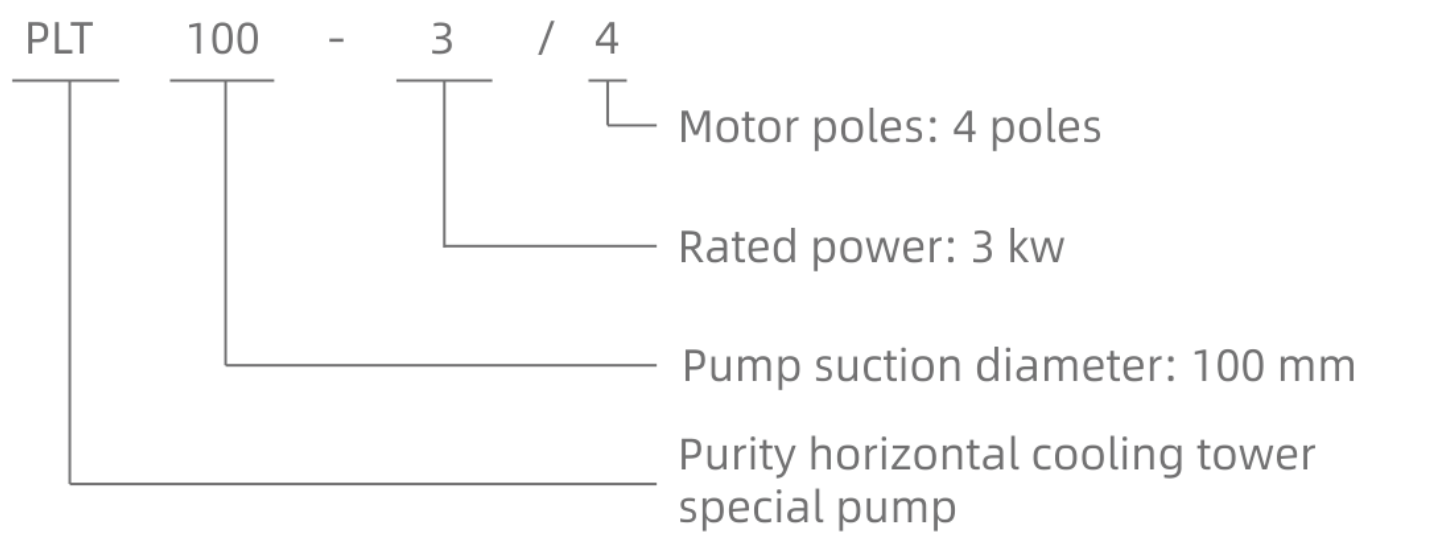
Model Description
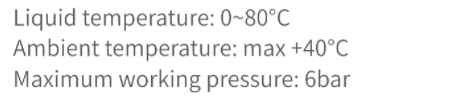
Conditions of Use
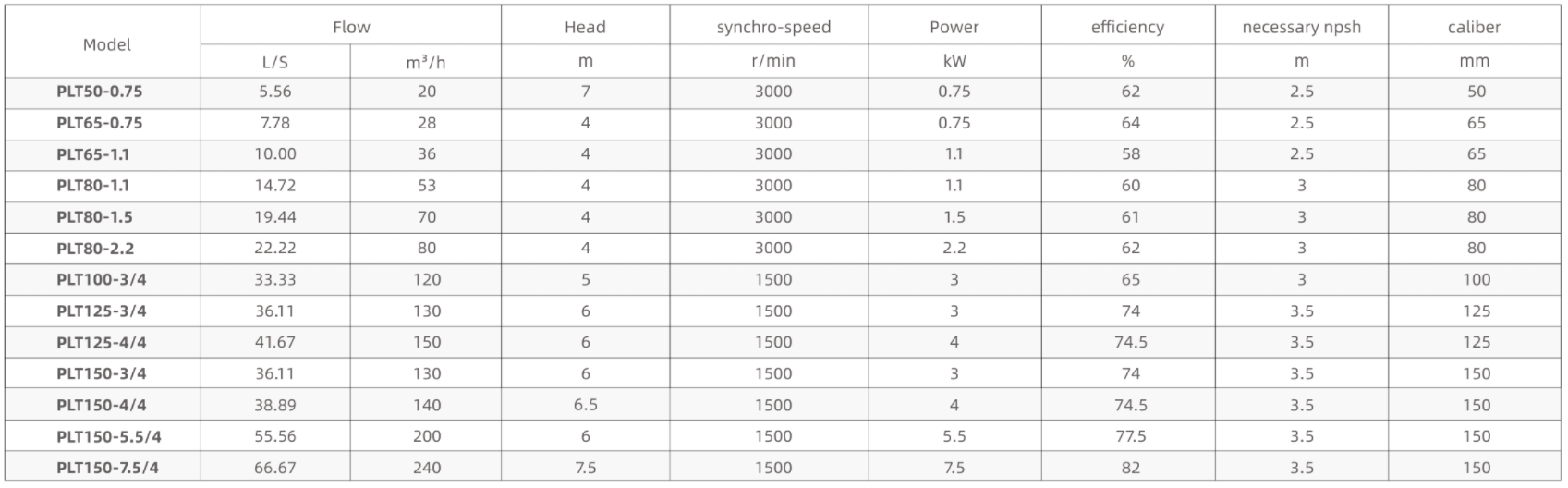
Product Parameters